Detailed Introduction to Vibrating Screens Wire Mesh
1. Overview and Function of Vibrating Screens Wire Mesh
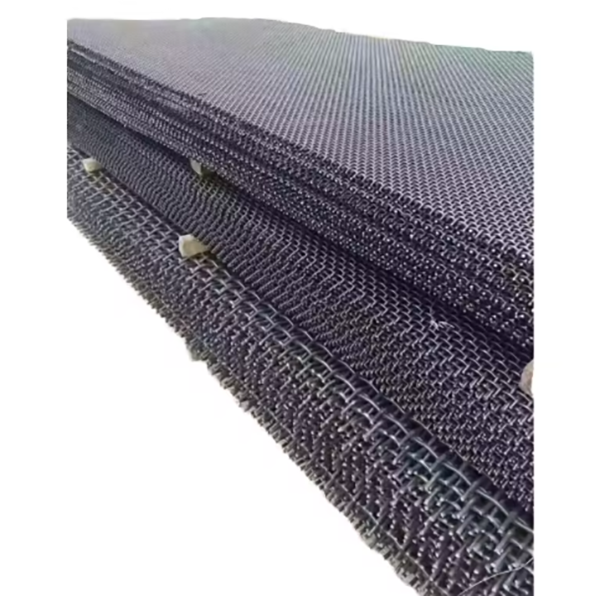
Vibrating screens wire mesh is a critical component of vibrating screening equipment, primarily used for classifying, dehydrating, or desliming bulk materials (e.g., ore, aggregate, coal, and industrial powders) in mining, construction, metallurgy, and chemical industries. Its core function is to separate materials into different particle size fractions by utilizing the screen’s vibration: particles smaller than the mesh openings pass through, while larger particles are retained and discharged.
The wire mesh’s performance directly affects screening efficiency (typically 85–95%) and product quality. It must withstand high-frequency vibration (800–3000 rpm), material impact, and abrasion, requiring properties such as high tensile strength, wear resistance, and dimensional stability.
2. Composition and Structure of Vibrating Screens Wire Mesh
Vibrating screens wire mesh consists of several key components, with structures varying by application (e.g., coarse screening, fine screening):
2.1 Core Components
Wire Strands: The basic building blocks, divided into warp wires (longitudinal, parallel to material flow) and weft wires (transverse, perpendicular to material flow). They are made of high-carbon steel (Q235, 65Mn), stainless steel (304, 316), or special alloys (e.g., high-chromium steel for wear resistance). Wire diameters range from 0.2 mm (fine screening) to 12 mm (coarse screening).
Mesh Opening: The space between adjacent wires, determining the separation size. Openings are square, rectangular, or hexagonal, with sizes from 0.1 mm (microscreening) to 100 mm (coarse screening). Square openings are most common for uniform classification.
Edge Reinforcement: A frame or border made of thicker wire (2–5 mm diameter) or steel strips (3–8 mm thick) welded or crimped to the mesh’s perimeter. It enhances structural stability and facilitates installation on the screen frame.
2.2 Structural Types
Woven Wire Mesh: The most common type, formed by interweaving warp and weft wires using plain, twill, or Dutch weaves:
Plain Weave: Each warp wire alternates over and under weft wires, suitable for medium screening (opening size 1–50 mm).
Twill Weave: Warp wires pass over two/under two weft wires, offering higher strength for heavy-duty applications (e.g., ore screening).
Dutch Weave: Fine warp wires and coarse weft wires woven tightly, used for fine screening (opening size <1 mm).
Welded Wire Mesh: Warp and weft wires are welded at each intersection, providing rigid structure and precise opening sizes (ideal for aggregate screening with openings 5–100 mm).
Perforated Plate Mesh: Made by punching holes in steel plates (thickness 1–8 mm), suitable for abrasive materials (e.g., granite) due to high impact resistance.
3. Manufacturing Processes of Vibrating Screens Wire Mesh
3.1 Woven Wire Mesh Manufacturing
Wire Drawing: Raw steel rods are drawn through dies to reduce diameter and increase tensile strength. For high-carbon steel, drawing is followed by annealing (700–800°C) to reduce brittleness. Wire diameter tolerance is controlled within ±0.02 mm.
Wire Straightening and Cutting: Drawn wires are straightened using roller straighteners and cut to length (matching screen width/length).
Weaving:
Plain/Twill Weave: Wires are interwoven on a loom, with tension controlled (50–100 MPa) to ensure uniform opening sizes.
Dutch Weave: Fine warp wires are tightly packed and woven with coarse weft wires at high tension to form narrow openings.
Edge Treatment: The mesh perimeter is folded, crimped, or welded to reinforcement strips. Welded edges use spot welding (current 5–15 kA) to secure wires to the frame.
3.2 Welded Wire Mesh Manufacturing
Wire Preparation: Similar to woven mesh—drawing, straightening, and cutting wires to specified lengths.
Grid Alignment: Warp and weft wires are arranged in a grid pattern using positioning jigs, ensuring opening size tolerance (±0.1 mm for fine mesh, ±0.5 mm for coarse mesh).
Resistance Welding: Each intersection is welded using electrodes, with parameters: voltage 2–5 V, current 10–50 kA, and weld time 0.01–0.1 seconds. This forms strong, rigid joints resistant to vibration.
Surface Treatment: Optional galvanizing (hot-dip or electroplating) for corrosion resistance, with zinc coating thickness 50–100 μm.
3.3 Perforated Plate Mesh Manufacturing
Plate Cutting: Steel plates (Q235, stainless steel) are cut to screen dimensions using plasma or laser cutting.
Punching: Holes are punched using CNC punch presses, with dies matching the desired opening shape/size. Punching force ranges from 100–500 kN, depending on plate thickness and hole size.
Deburring: Edges of holes are deburred using grinding wheels to prevent wire damage and ensure smooth material flow.
4. Processing and Finishing Processes
Surface Treatment:
Galvanizing: For carbon steel mesh, hot-dip galvanizing (450–460°C) forms a zinc-iron alloy layer, enhancing corrosion resistance (service life 5–10 years in outdoor environments).
Polishing: Stainless steel mesh is polished to Ra0.8–1.6 μm surface roughness, reducing material adhesion.
Coating: Optional polyurethane or rubber coating (1–3 mm thick) on wire surfaces for extreme abrasion resistance (e.g., mining applications).
Slitting and Sizing: Large mesh sheets are cut to the screen frame dimensions using shears or laser cutters, with length/width tolerance ±1 mm.
Frame Assembly: For modular screens, mesh is bolted or clamped to a steel frame (angle iron or channel steel) using rubber gaskets to dampen vibration and prevent material leakage.
Chemical composition analysis (spectrometry) verifies material grade (e.g., 304 stainless steel: Cr ≥18%, Ni ≥8%).
Dimensional Inspection:
Opening size measurement using calipers or optical comparators, ensuring compliance with specifications (e.g., 10 mm opening with ±0.2 mm tolerance).
Mesh flatness check using a straightedge, with deviation ≤2 mm/m to avoid uneven screening.
Structural Integrity Testing:
Weld Strength Test: For welded mesh, pull tests on wire intersections (minimum breaking force ≥5 kN for 5 mm wires).
Abrasion Resistance Test: Samples are subjected to ASTM G65 dry sand abrasion testing, with weight loss ≤5 g/1000 cycles for high-chromium steel.
Performance Validation:
Screening Efficiency Test: A sample of graded materials is screened, with efficiency calculated as (passing material mass / total mass) × 100% (required ≥90%).
Vibration Fatigue Test: Mesh is mounted on a vibrating platform (1500 rpm) for 100 hours, checking for wire breakage or loosening.
6. Installation Process
Preparation: The screen frame is cleaned, and rubber gaskets (3–5 mm thick) are placed on the frame’s mounting surface to seal gaps.
Mesh Positioning: The wire mesh is laid flat on the frame, ensuring alignment with the feed/discharge ends. For large screens, multiple mesh panels are joined with overlapping edges (50–100 mm) and clamped.
Fixing: The mesh is secured using bolts, clips, or wedge bars:
Bolt Fixing: M8–M12 bolts are spaced 100–200 mm along the edge, tightened to 30–50 N·m torque.
Wedge Bars: Metal wedges are driven into slots on the frame, compressing the mesh for quick installation (common in mining screens).
Tension Adjustment: The mesh is tensioned uniformly (tension 10–20 kN/m) using turnbuckles or tensioning bolts to prevent sagging during vibration. Tension is verified using a tension meter.
Sealing and Testing: Gaps between mesh panels and frame are sealed with polyurethane foam or rubber strips. A test run (30 minutes) is conducted to check for vibration-induced noise, mesh movement, or material leakage.
Vibrating screens wire mesh, through precise manufacturing, strict quality control, and proper installation, ensures efficient and reliable material classification, making it indispensable in bulk material processing lines